
The hydraulic system of the traditional CNC bending machine mostly uses the ordinary three-phase asynchronous motor to drive the oil pump, which has large energy consumption, high temperature, low efficiency and easy to damage components. With the increasing emphasis on energy conservation and emission reduction, a new CNC bending machine using an electro-hydraulic servo system to drive the oil pump has emerged. This article intends to combine four-way CA500 servo drive with CM500 servo motor to introduce an electro-hydraulic servo speed control scheme for the hydraulic system of CNC bending machine, effectively reducing system energy consumption and temperature rise of hydraulic oil, and at the same time improving the reliability of equipment operation.
Electro-hydraulic servo system refers to a hydraulic control system with a servo element (servo valve or servo pump) as the control core. It is usually composed of a command device, a controller, an amplifier, a hydraulic source, a servo element, an actuator, a feedback sensor, and a load.
(1) The servo system is a position tracking system. The output displacement automatically follows the changing law of the input displacement and is reflected as a position following movement.
(2) The servo system is a power amplification system. The power required to push the spool is very small, and the output power of the system can be large, which can drive a larger load movement.
(3) The servo system is a negative feedback system. The output displacement accurately reproduces the change in input displacement. This is because the valve body of the control slide valve is fixedly connected with the hydraulic cylinder body and constitutes a negative feedback control path. The output displacement of the hydraulic cylinder is returned to the valve body through this feedback path and compared with the input displacement. Thus, the deviation between the output displacement and the input displacement is gradually reduced and eliminated until the two are the same. Therefore, negative feedback is an indispensable part of the hydraulic servo system. Negative feedback is also a major feature of automatic control systems.
Electrohydraulic servo system working principleElectro-hydraulic servo system is an error system. When there is no deviation between the cylinder displacement and the spool displacement, the system is at rest. It can be seen that if the hydraulic cylinder overcomes the working resistance and moves at a certain speed, it must first ensure that the spool valve has a certain valve opening, which is the necessary condition for the operation of the electro-hydraulic servo system. The result of the movement of the hydraulic cylinder always tries to reduce this error, but it is not possible to completely eliminate this error at any moment of its operation. Without error, the servo system will not work.
The basic principle of the electro-hydraulic servo system is that the feedback signal is compared with the input signal to obtain a deviation signal, and the deviation signal is used to control the energy input to the system from the hydraulic energy source, so that the system changes towards the direction of reducing the deviation until the deviation is equal to zero or sufficiently small. So that the actual output of the system matches the desired value.
Application of CA500 Servo System on CNC Bending MachineA, process introduction
A working cycle of a CNC bending machine can be divided into several states: fast down, slow down, hold pressure, unloading, and return. When the equipment is working, the system controls the operation of the oil pump and cooperates with the hydraulic oil control unit to control the flow of the hydraulic system and reach a reasonable pressure value under all working conditions. The specific workflow is as follows:
When the machine slide is rapidly descending, the pressure oil enters the upper chamber of the cylinder through the hydraulic valve group. The oil in the lower chamber of the cylinder is returned to the hydraulic pump through the hydraulic valve group. The slider of the machine falls rapidly due to its own weight and the pair of liquid-filled valves is opened. The upper cavity of the oil cylinder is filled with liquid; when the machine slide moves at a low speed, the pressure oil flows into the upper cavity of the oil cylinder through the hydraulic valve block and continues to push the slide down; when the machine slide returns, the pressure oil enters the lower cavity of the oil cylinder via the hydraulic valve block. The piston rod pulls the slider up and the oil in the upper cavity of the oil cylinder flows back to the tank through the opened filling valve, thus completing a working cycle.
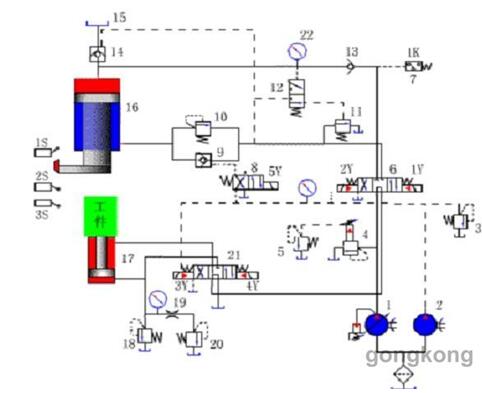
Fig.1 Hydraulic schematic of CNC bending machine
Second, the system plan
The hydraulic system of the traditional press brake regulates the flow of the system through a fixed displacement pump and a proportional directional valve. Since the actual flow rate required by the system is varied and the output flow of the oil pump is constant, there must be a part of the flow that needs overflow to generate energy. Loss; On the other hand, the set pressure of the valve-controlled hydraulic system is always higher than the actual required pressure, which also caused a loss of energy. At the same time, there is a main pressure valve overflow in throttling speed control mode, which causes noise and hydraulic oil to generate more heat and higher temperature rise, which reduces the service life of hydraulic oil and increases maintenance costs.
In view of the shortcomings of the traditional hydraulic press brake system, as well as the molding process and process features of the equipment, a control system using a four-way CA500 servo drive, a CM500 servo motor, and a gear pump to adjust the flow and pressure of the hydraulic system was designed.
The specific system plan is as follows:
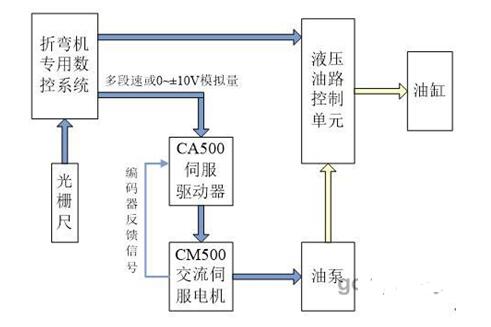
Figure II. System plan
The numerical control system obtains the flow and pressure required by the system according to the position feedback of the grating ruler, and outputs the analog control signal of 0 to ±10V to the CA500, real-time adjustment of the rotation speed of the oil pump, and cooperation with the hydraulic oil circuit control unit. , to meet the pressure and flow requirements of different process side.
The solution adopts the principle of volumetric speed regulation. By adjusting the rotation speed of the servo motor, the flow rate and system pressure of the oil pump are changed, thus avoiding the energy loss caused by the traditional throttle control scheme, especially in the pressure maintaining and unloading stages, the fluid The output is small, the oil pump can be stopped almost completely, and energy loss is greatly reduced. At the same time, the response time of the servo drive system is shorter, the speed of the device is faster and the speed of return is faster and the efficiency is higher.
Third, the system wiring plan and instructions
1. The electrical wiring diagram is as follows:
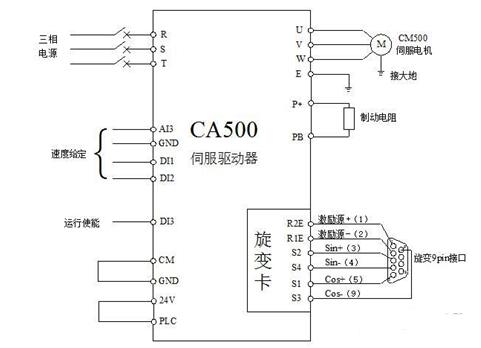
Figure 3, electrical wiring diagram
2, the main setting parameters:

3, program advantages:
※ CA500 servo driver adopts heavy-duty design, large low-frequency torque, fast dynamic response, strong overload capacity, 120% load can be long-term operation;
※ CM500 servo motor adopts high performance rare earth permanent magnet material, which has strong anti-demagnetization capability. The rotor of the motor adopts special structure and technology, the protection class of the enclosure is IP54, and the insulation class is F grade, which ensures the reliability of the system operation;
※ The pump control technology replaces the conventional valve control technology to eliminate the throttling loss, and the energy-saving effect is significant. The energy-saving rate can reach 25%.
※ Reduces the temperature rise of hydraulic oil, prolongs the service life of hydraulic oil, and reduces system maintenance costs;
※ When the bending machine is running fast, slow down, maintaining pressure, unloading, and returning, the noise during operation is obviously reduced and the working environment is improved;
※ Simplified debugging function (free debugging of the square motor), minimizing the customer's debugging parameters, easy installation and use.
Fourth, summary
This article describes a CNC bending electro-hydraulic servo scheme based on the Quad CA500 series servo driver and CM500 servo motor. The program effectively reduces the energy consumption of the system, has small operating noise, fast system response, improved efficiency, stable and reliable operation, powerful protection functions, and simple and convenient operation. It can not only meet the requirements of bending machine molding process, improve product quality and output, but also reduce equipment maintenance costs, and create good economic benefits for users. It has been applied in batches to a number of CNC bending machine servo systems.
Shenzhen Innovative Cloud Computer Co., Ltd. , https://www.xcypc.com