
The lamp inspection machine is a kind of pharmaceutical machinery that is used to ensure the safety of the people's medicines and prevent drugs from being detected. It is a testing equipment for glass bottles after liquid filling. The lamp inspection machine consists of a lamp inspection box, a lamp inspection table and a lamp inspection. Instrument, computer display composition. This article mainly explains the application of the servo on the liquid impurity lamp inspection machine. First, follow Xiao Bian to understand the scope, principle and content of the light inspection machine.
Detailed light detection testexamination range
From the industry point of view, the light inspection machine is mainly applicable to the inspection of products in the pharmaceutical, alcohol, beverage and other industries. Judging from the type of bottle tested, the light inspection machine is mainly used for the detection of ampoules, vials, oral liquids, and other freeze-dried products.
Detection principle
According to the principle of machine vision, a video camera is used to take the sequence image of the wine on the production line. After the image is transferred to the computer, the computer judges whether the liquid contains visible foreign matter impurities through a software algorithm. If so, the instruction is issued and the defective product is controlled by the PLC. Sort out the conveyor belt, if it is a qualified product, go to the next process.
Test content
The product enters the bottle, detects whether the bottle body is stained, detects whether the sealing is bad or the vacuum degree of the product caused by other factors is insufficient, and whether the bottle cap is covered by a rubber stopper or a plastic cover. Foreign substances in the bottle can be inspected: glass chips, fibers, hair, black blocks, white blocks, color blocks and other insolubles, loading amount and stationary foreign matter
Appearance detection: top shape defects, such as drawing tail, flat head, oblique head, carbonization, bottle cracks, bubble heads and so on.
Through multiple detection methods, they can effectively eliminate abnormalities in foreign materials and sealing. Some pharmaceutical manufacturers also have different requirements, and they can also increase the detection function of the light detection machine according to these different requirements.

I. Overview
The liquid impurity light detector (light detector) is an equipment that uses an industrial camera to detect and sort impurities in processed liquid medicines. In the operation of the lamp inspection machine, the camera and the bottle plate are required to run synchronously and the operation speed is stable. The detection camera must be relatively stationary during the operation of the inspection bottle in order to ensure that the obtained image information is clear and accurate. The traditional detection equipment uses a cam curve to complete a series of actions, with low work efficiency, low detection accuracy, and easy camera damage. After replacing the cam with Shenzhen Stepper's Kinco servo system, the speed of detection, accuracy of detection, and performance of the equipment have all improved by one notch.
Second, the equipment process
1. After the system is powered on, the servo motor used for “kicking the bottle†and the impurity-detecting servo motor use the origin positioning program programmed in advance in the driver to automatically perform the return-to-origin operation, and the kicking mechanism locates the position of the kicking bottle following point. The camera and light source are positioned at the origin (ie, the position of the detection start point). After the origin arrives, the impurity detection servo motor sends a start command to the IPC, and the IPC starts to initialize.
2. After the IPC initialization is completed, the main motor is started according to the preset host speed. The servo motor speed map is derived from the speed collected by the spindle encoder and followed. When the detection bottle position signal is high, the servo motor with the camera and the light source tracking and detection bottle to follow the synchronous operation, to replace the original system cam synchronization.
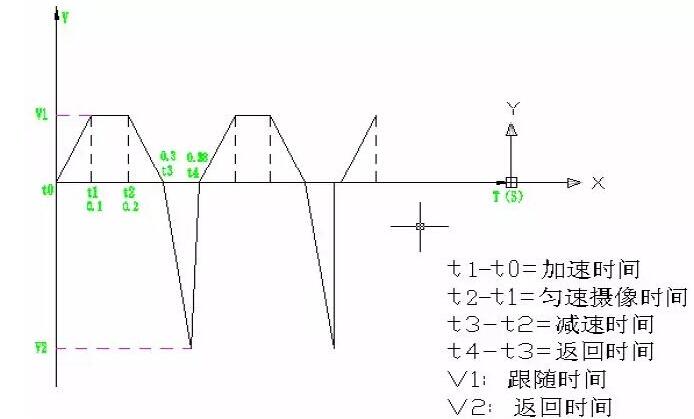
3, the servo motor follows the angle of 7 degrees, that is, within 0.1 seconds to complete the camera. The four-step acceleration, uniform camera, deceleration, and return to origin must be completed within 0.4 seconds. 1 minute to complete the inspection of 150 bottles of drugs. Process time requirements are shown in Figure 1.
4. After the shooting is completed, the IPC immediately analyzes and processes the pictures, and memorizes the bottle information of impurities. When the contaminated bottle reaches the kicker mechanism, the IPC immediately sends a kick signal. The kicking servo motor and the kicker mechanism synchronously track the contaminated bottle and pick up the contaminated bottle.
Third, the craft curve and function
1. When the acceleration/deceleration section and the return origin are to be minimized, the impact of the servo motor must be minimized. The Kinco servo PID must not be adjusted too hard to prevent the servo motor from damaging the camera and the light source when the rapid forward/reverse alternation occurs.
2. When the servo motor follows the segment at a constant speed, it must ensure that the camera and the bottle remain relatively stationary, and the phenomenon of advance and lag should not be allowed. The phenomenon of speed disturbance of the motor is not allowed to ensure that the photographed images are clear and the information is accurate.
3, IPC must analyze and process the image of the detected bottle before the arrival of the signal of the next bottle. If there is any impurity in the bottle, the IPC will remember the bottle position information of the contaminated bottle.
4. When the impurity bottle reaches the kicker position, the kicker servo motor picks the trash bottle and places it in the unqualified zone.
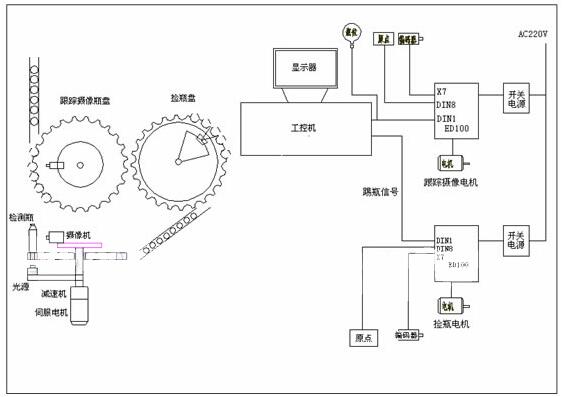
The system framework is as follows:
Fourth, the design points
1, because the detection servo motor following angle is small (detection angle of 7 degrees, follow-up time of 0.4 seconds), the detection frequency is high (0.4 seconds to complete the follow-and-return action, that is, 150 round trips per minute), so The servo motor must run strictly in accordance with the time required by the motion curve during operation, otherwise it will cause shooting failure and following error.
2. Motion curve running time division: Servo motor acceleration time period: 0-0.1 second; Servo motor uniform speed video time period: 0.1-0.2 seconds; Servo motor deceleration time period: 0.2-0.3 seconds; servo motor returns to original time period: 0.3-0.38 seconds. Kinco servos have the characteristics of low speed and large twisting to ensure the required acceleration of the system.
3, due to the servo motor in operation, the deceleration is higher; the positive and negative alternation frequency is faster. Therefore, the operating mechanical characteristics of the servo motor must be soft, otherwise it will damage the camera and light source installed on the servo motor. This can be achieved by dynamically modifying the Kinco servo PID to ensure that different motion curve segments use different PID parameters to ensure that the different curve segments require speed and rigidity, respectively. Because Kinco servo has powerful communication function, it can realize the dynamic adjustment of PID very conveniently.
V. Summary
After operation and debugging, the maximum detection frequency of the equipment is 160 bottles/minute, which meets the design requirements. In the continuous operation, there is no accumulative error of the servo motor. The photo image taken is clear; the servo motor used to detect the impurity bottle is well matched with the servo motor used to pick up the impurity bottle; the accuracy of the bottle inspection and kicking bottle is up to 99%; The impact of the servo motor of the impurity bottle detected at the time of the high speed operation and the fast forward/reverse rotation coincides with the vibration frequency of the camera and the light source.
EV cable, also known as electric vehicle cable, is a type of cable used to connect electric vehicles to charging stations. These cables are designed to handle high voltage and current levels, typically ranging from 240V to 600V and 30A to 80A. EV cables are available in various lengths and connectors to fit different types of charging stations and electric vehicles. They are typically made of high-quality materials that are durable and resistant to wear and tear. EV cables are an essential component of electric vehicle charging infrastructure and are critical for the successful adoption of electric vehicles.
EV Cable,High Tear Resistant Silicone Rubber Cable,New Energy Vehicle Shielded Cable,EV Automotive Cable
Ruitian Cable CO.,LTD. , https://www.hbruitiancable.com