
Today, I will introduce a national invention authorized patent-an intelligent valve system. The patent was applied for by Hangzhou Sierxing Technology Co., Ltd., and the authorization was announced on August 28, 2018.
Content descriptionThe invention belongs to the field of valve application, and particularly relates to an intelligent valve system.
Background of the inventionValves are often used in important industrial production and people's livelihood occasions, and its safe and reasonable use is very important. In terms of safety, it is easy to cause safety problems and environmental pollution problems after leakage, and cause great losses to investors and society. From a reasonable point of view, there is a large cost gap between valve configuration and valve switching characteristics. The valve switching characteristics have a great impact on process production. Most of our original selection is based on empirical data. It is difficult to adjust and it is difficult to judge whether there is a problem with your valve selection. .
Traditional valves are difficult to detect leaks, and it is often necessary to have special equipment to make valve fault judgments. Generally, factories are rarely equipped, and even if equipped, it is difficult to check in time. There is a large investment, and the factory must have professional engineers to perform fault judgment and analysis. Disadvantages.
In addition, many industrial valves are expensive, and the conditions of use vary greatly. How to track the use of valves and develop corresponding products based on the use can only rely on human response, and there is no unified data basis.
Valves are often used in important industrial production and people's livelihood occasions. After leakage, it is easy to cause safety problems and environmental pollution problems, causing great losses to investors and society.
Summary of the inventionIn order to solve the above-mentioned defects and deficiencies in the prior art, the present invention not only solves the online detection of valve internal leakage, real-time flow curve analysis during operation, etc., provides real-time valve working conditions and can pre-diagnose faults in advance. The intelligent valve system that can detect faults in time and send out alarm signals, provide manufacturers with a cloud platform, can track and analyze the quality and use status of products in time, and adjust the production process requirements of the products according to the analysis of parameters.
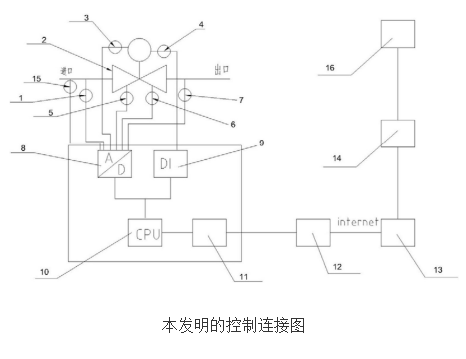
The technical scheme of the present invention: an intelligent valve system, including a CPU, a gateway, a cloud server, a human-computer interaction device, a valve, a valve front temperature sensor and a valve pressure sensor connected to the front end of the valve, and a valve rear temperature connected to the back end of the valve Sensors and post-valve pressure sensors. The valve is also connected with a valve position switch and a valve position sensor. The pre-valve temperature sensor, pre-valve pressure sensor, post-valve temperature sensor, post-valve pressure sensor and valve position sensor all pass A The /D conversion module is connected to the signal receiving end of the CPU, the valve position switch is connected to the signal receiving end of the CPU through the digital quantity acquisition module, the signal transmitting end of the CPU is connected to the gateway through the communication module, and the gateway is connected to the cloud server. The cloud server is connected to the human-computer interaction equipment.
Preferably, a flow sensor is also connected to the front end of the valve, and the flow sensor is also connected to the signal receiving end of the CPU through an A/D conversion module. The system can know the status of the valve in real time through temperature sensor detection, and can sense the working status of the valve in real time by analyzing the temperature difference curve. The system can know the status of the valve in real time through the detection of the pressure sensor, and can sense the working status of the valve in real time by analyzing the pressure difference curve. The system performs online diagnosis by comparing the control command for the valve and the gap between the normal curve and the actual response curve between the command response.
Based on the working conditions of different sensors in many factories, the system corresponds to pipes of different diameters, pipes of different media, and different types of valves. It compares the different data of the real-time database and the historical database, and performs big data analysis on this basis. Look for the optimization data of the quality of the valve itself, the failure warning mechanism of the valve itself, and the process optimization plan in the production process.
When the valve is an on-off valve, the actual switching signal of the valve is sensed by the valve position switch, and the difference between the actual position of the valve and the command signal is analyzed to determine whether the valve is acting in accordance with the command and whether the action is in place. An alarm signal or an in-position signal is issued on the machine interface. The valve is a regulating valve. The actual rotation position of the valve is detected by the valve position sensor on the valve positioner, and the difference between the actual position of the valve and the command signal is analyzed to determine whether the valve is acting in accordance with the command and whether the movement is in place. The man-machine interface of the man-machine interaction device sends out an alarm signal or an in-position signal.
The detection signals of all sensors are converted by the signal conversion module and then received by the CPU. The CPU sends the signals to the cloud database of the cloud server through the communication module using RS232, RS485, TCPIP or wireless communication. Data is processed.
Preferably, the gateway isolates the internal network from the external network, and the cloud data package of the cloud server includes a real-time database and a historical database; the system can be compiled on the man-machine interface of the man-machine interaction device according to the actual needs of different users The corresponding application program fulfills the functional requirements, including status monitoring, early warning, alarm, report, real-time trend and historical trend.
The combination of the A/D conversion module, digital acquisition module, CPU and communication module in the present invention can be replaced by a commercially available data acquisition unit (including data acquisition, data preprocessing, and data communication forwarding interface).
The invention not only solves the problems of valve internal leakage online detection, real-time flow curve analysis during operation, etc., provides real-time valve working conditions, can pre-diagnose faults in advance, can detect faults in time and issue alarm signals, and provide cloud platforms for manufacturers, It can track and analyze the quality and use status of the product in time, and adjust the production process requirements of the product according to the analysis of the parameters. Moreover, relying on the cloud platform, the manufacturer can continuously adjust according to the data they have, thereby improving the product quality and further selecting the model for the user When it is time to serve as a consultant, let customers rely on you, generate stickiness, and let you be both a product supplier and a service provider.
SHAOXING COLORBEE PLASTIC CO.,LTD , https://www.fantaicolorbee.com